.png)
Introduction
Did you ever wonder when technology first began transforming food production?
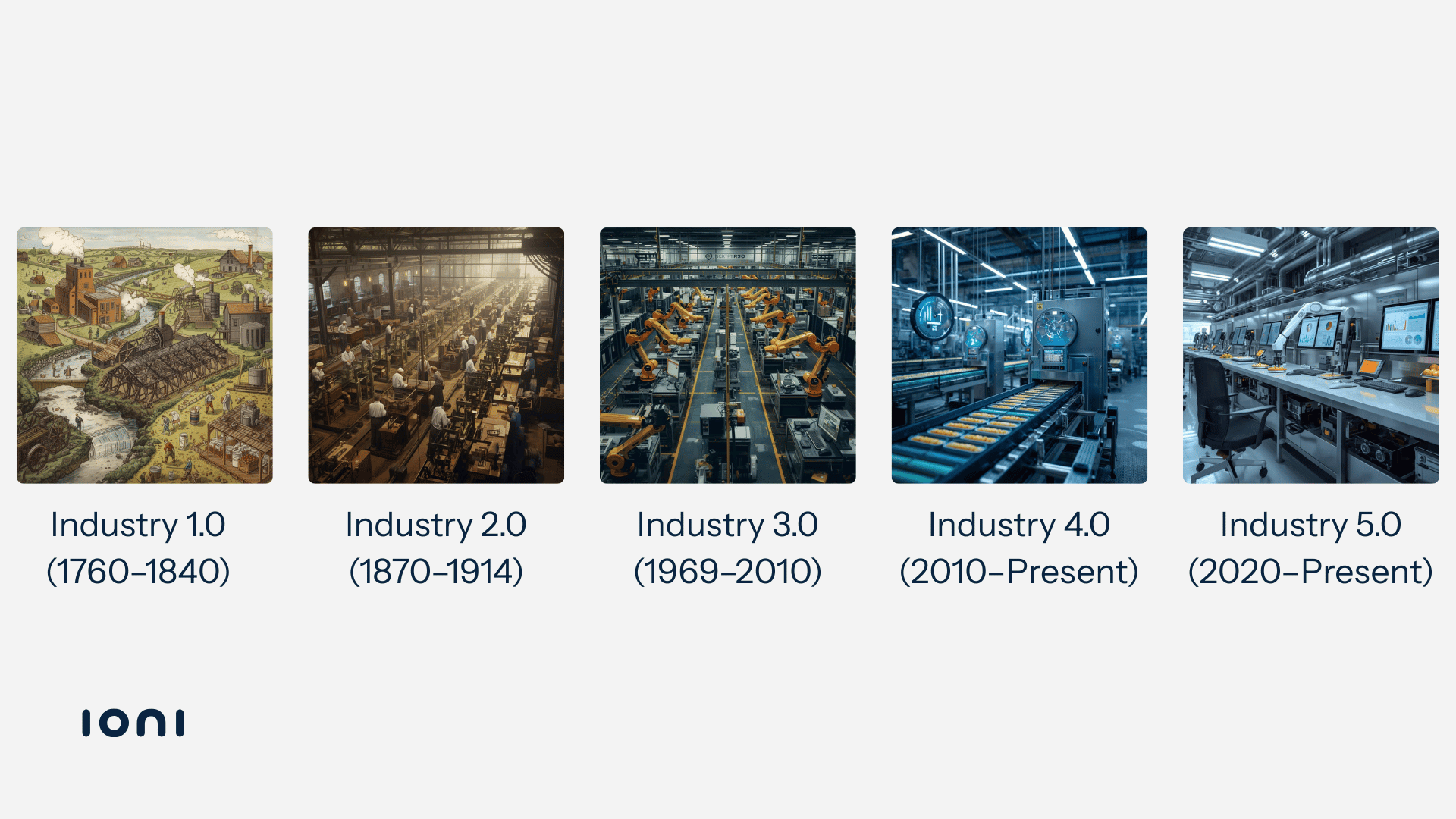
The journey of food manufacturing has evolved through successive industrial revolutions, each reshaping how food is produced, processed, and delivered:
- Industry 1.0 (1760–1840) introduced mechanization, steam-powered mills, and improved preservation methods such as canning, reducing manual labor while increasing production.
- Industry 2.0 (1870–1914) brought mass production, assembly lines, electricity, and refrigeration, improving efficiency, food safety, and distribution.
- Industry 3.0 (1969–2010) added automation, computer-controlled processing, and digital technologies, boosting production efficiency, quality control, and enabling new product development, though it also introduced workforce skill gaps.
Today, Food Industry 4.0 builds on this foundation with smart sensors, automated data collection, and digital traceability, creating a framework for consistent compliance.
Food Industry 5.0 takes the next step by integrating human-centric decision-making, predictive oversight, and precision operations to strengthen Food Safety 5.0 practices, ensuring sustainable, resilient, and consumer-focused food manufacturing.
How is technology becoming deeply integrated into everyday life?
Digital tools, sensors, and monitoring systems are embedded in almost every stage of food production. From raw material intake to final packaging, technology captures data that ensures safety, quality, and traceability.
Smart factories, automated processing lines, and real-time monitoring platforms allow teams to detect deviations, enforce standards, and maintain compliance without manual intervention.
Why is digital transformation inevitable in manufacturing and food production?
Regulatory frameworks such as FSMA, CFIA, GFSI, and ISO 22000 demand continuous monitoring, rapid corrective actions, and comprehensive documentation. Increasingly complex supply chains, rising consumer expectations, and competitive pressures make digital systems essential.
Embedding HACCP monitoring, CCP control, supplier verification, and document management into daily operations ensures that compliance is consistent, measurable, and auditable. Recall reduction, improved traceability, and faster response to deviations demonstrate that digital transformation is no longer optional but a core requirement for modern food manufacturing.
The progression from Food Industry 4.0 to Food Industry 5.0 links operational efficiency directly with regulatory adherence. Manufacturers gain full visibility across production lines and facilities, enabling data-driven decisions that safeguard compliance and product quality. Food Industry 4.0 created connected production capabilities, while Food Industry 5.0 advances these systems by aligning compliance, quality, and operational intelligence. Manufacturers can anticipate risks, prevent deviations, and reduce recalls, positioning compliance as a central pillar of modern food production.
Understanding Industry 4.0 and Industry 5.0
Historical Context of Industry 4.0
Industry 4.0 originated in the early 21st century, formally introduced in 2011 through the German government’s “Industry 4.0” initiative. This strategic policy program aimed to enhance industrial competitiveness by leveraging cyber-physical systems, IoT, and advanced automation. Similar initiatives emerged globally, including “New Industrial France,” the United States’ “Advanced Manufacturing Partnership,” and China’s “Made in China 2025,” all promoting industrial innovation through technology adoption.
What Industry 4.0 is and why it matters
Food Industry 4.0 (2010–Present) integrates smart manufacturing systems, IoT devices, and digital data platforms to create connected production environments. Sensors monitor temperature, humidity, and other critical parameters in real time, while machine vision inspects product quality and ensures consistency.
Digital traceability systems link every ingredient and process step, supporting regulatory compliance with FSMA, CFIA, GFSI, and ISO 22000 standards.
Key Technologies:
- Cyber-physical systems
- Automation
- Analytics
- Internet of Things (IoT)
Impact on Food Industries:
- Increased efficiency and accuracy in production
- Improved traceability and transparency across supply chains
- Personalized nutrition initiatives
- Enhanced food safety and optimized packaging
- Early adoption of sustainable practices
Key Challenge:
- Ensuring data security and system integration across connected platforms
Examples:
- Precision agriculture for raw material quality
- Smart packaging with embedded sensors
- Blockchain technology for traceability and food safety compliance
- 3D printing of food products
- Non-thermal preservation techniques for shelf-life extension
Industry 4.0 is essential because it allows food manufacturers to embed compliance within everyday operations. Automated monitoring of CCPs, data logging for HACCP verification, and digital document management reduce human error and strengthen audit readiness. It establishes a foundation for Food Safety 5.0 by creating structured, reliable, and measurable data flows that support decision-making and traceability.
Emergence of Industry 5.0
Building on Industry 4.0, Industry 5.0 gained attention in the 2020s, focusing on human-centric, sustainable, and resilient industrial development. It prioritizes collaborative ecosystems where humans and machines work synergistically, combining creativity, precision, and predictive oversight.
Two primary perspectives define Industry 5.0 in the food sector:
- Human-Robot Collaboration (HRC/HRI): Humans handle creative, judgment-based tasks while robots manage repetitive or precision roles, improving productivity, food safety, and workforce efficiency.
- Bioeconomy and Sustainability: Integrates ecological, economic, and industrial considerations to support circular economies, conserve biodiversity, and ensure sustainable food production.
What Industry 5.0 represents and how it differs from 4.0
Food Industry 5.0 builds on the digital foundation of 4.0 by introducing human-centered intelligence, predictive oversight, and enhanced decision-making capabilities. Unlike 4.0, which emphasizes automation and data collection, 5.0 focuses on AI-augmented compliance, where systems anticipate deviations, suggest corrective actions, and continuously optimize quality and safety processes.
Key Technologies:
- Artificial Intelligence and Machine Learning
- Robotics and collaborative robots (COBOTS)
- Internet of Things (IoT)
- Blockchain
- Advanced data analytics
Impact on Food Industries:
- Improved operational efficiency and reduced waste
- Enhanced sustainability through reduced recalls and resource optimization
- Development of novel food products
- Customized food production tailored to consumer needs
- Mitigation of environmental impact in manufacturing
Key Challenge:
- Ethical balance of human-AI collaboration in production and compliance workflows
Examples:
- AI-assisted food production and predictive compliance monitoring
- Personalized nutrition based on genetic and microbiome data
- Lab-grown meat and alternative protein production
- Smart labels enabling traceability and real-time consumer information
Food Safety 5.0 exemplifies how Industry 5.0 strengthens compliance by providing predictive oversight, AI-augmented decision-making, and automated audit readiness. Manufacturers can anticipate risks, prevent deviations, and reduce recalls, positioning compliance as a central pillar of modern food production strategy.
Why businesses must adapt: competitiveness, efficiency, resilience
Adapting to Food Industry 4.0 and 5.0 is necessary to remain competitive and compliant. Connected systems enable faster responses to market demands, minimize product recalls, and ensure audit-ready operations.
Efficiency gains arise from reduced manual intervention, fewer errors, and optimized resource utilization. Resilience emerges from predictive insights that anticipate deviations, mitigate risks, and maintain continuity across complex supply chains.
Companies that adopt these paradigms integrate compliance with operational performance, creating measurable value while enhancing consumer safety. Early adopters demonstrate lower recall rates, faster corrective actions, and stronger traceability, setting new standards for Food Safety 5.0 compliance in the industry.
Opportunities and Benefits of Digitalization in Food Manufacturing
Digitalization in food manufacturing integrates technologies such as IoT, AI, robotics, blockchain, and advanced analytics. These tools create measurable benefits in efficiency, compliance, and sustainability while supporting Food Safety 5.0 practices.
Food Industry 4.0 Benefits
- Increased efficiency and accuracy in production: Automation and real-time monitoring reduce human error and optimize processes.
- Improved traceability and transparency: Digital tracking of ingredients and products ensures regulatory compliance and enables targeted recalls.
- Personalized nutrition initiatives: Data-driven insights allow tailored formulations to meet consumer preferences and dietary needs.
- Enhanced food safety and optimized packaging: Sensors, robotics, and analytical tools maintain product quality and CCP compliance.
- Early adoption of sustainable practices: Reduced waste, energy optimization, and smarter resource use begin to emerge.
Food Industry 5.0 Benefits
- Improved operational efficiency and reduced waste: AI-driven predictive monitoring and human-robot collaboration optimize production while minimizing errors.
- Enhanced sustainability through reduced recalls: Advanced traceability and predictive compliance prevent product losses and improve environmental outcomes.
- Development of novel food products: Data analytics and AI support rapid R&D, enabling innovative offerings.
- Customized food production: Flexible manufacturing responds to consumer demand while maintaining full regulatory compliance.
- Mitigation of environmental impact: Smart resource allocation, energy efficiency, and waste reduction contribute to sustainable operations.

Compliance Perspective
Digitalization embeds compliance into every stage of food manufacturing. Industry 4.0 establishes the foundation for traceable, controlled processes, while Industry 5.0 adds predictive oversight, human-AI collaboration, and sustainability metrics. Together, they reduce recalls, improve safety, and maintain audit-ready operations without compromising efficiency or product innovation.
Key Technologies Used in Food Industry 4.0 and 5.0
Industry 5.0 builds on the foundation laid by Industry 4.0, integrating advanced technologies into connected, intelligent systems that prioritize human-centric, resilient, and sustainable operations. Each technology contributes to efficiency, traceability, food safety, and compliance, but their full potential emerges when combined within unified frameworks.
Big Data Analytics and Artificial Intelligence
Big data analytics and AI are transforming the food industry by enabling smarter decision-making, quality control, and supply chain management. AI-driven systems like AgShift’s Hydra-AI detect imperfections in products such as berries and almonds, improving consistency and reducing human error.
These technologies support product innovation and customization: Nestlé uses AI to develop new products like Nescafé Dalgona blends, while McCormick & Company designs tailored spice mixes, reducing development time. Predictive maintenance, as applied by Nestlé, minimizes downtime and optimizes production efficiency.
On the supply chain side, platforms like IBM Food Trust® enhance traceability, food safety, and regulatory compliance. AI also improves consumer experiences; HelloFresh leverages chatbots and recommendation systems to provide personalized recipe suggestions.
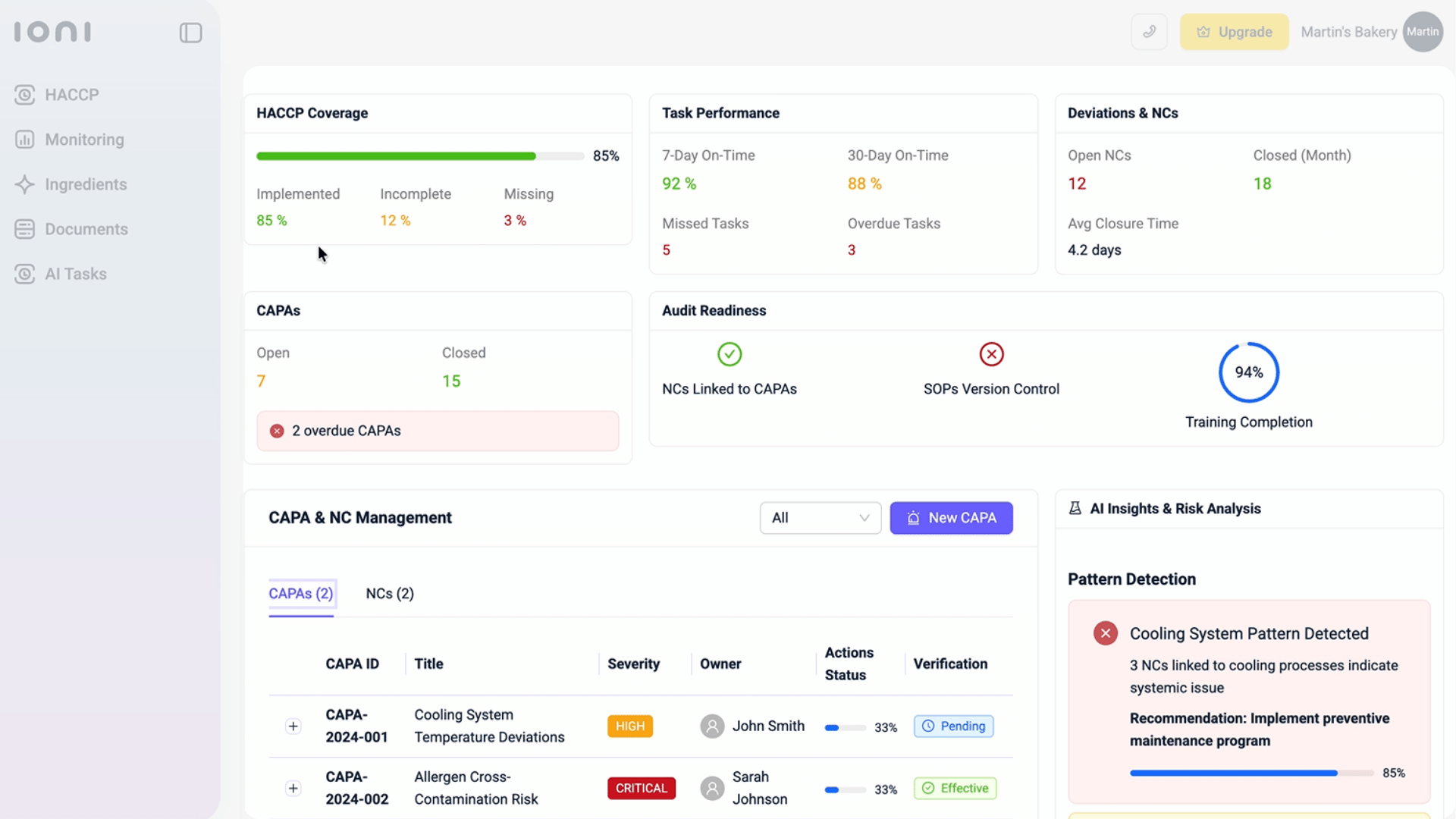
IONI supports compliance and food safety by digitizing HACCP, FSMS, and CAPA processes. Its AI interprets documentation, monitors critical control points, provides real-time dashboards, and allows instant batch traceability - ensuring facilities remain inspection-ready while reducing the risk of recalls.
AI and big data analytics, combined with solutions like IONI, strengthen quality assurance, sustainability, and customization, making them essential for Industry 4.0 and 5.0 in food manufacturing.
Digital Twins (DT)
Digital Twins create virtual replicas of physical systems, processes, and products, enabling real-time monitoring, simulation, and optimization. By connecting machines, sensors, and data sources, they identify errors faster, improve efficiency, and reduce costs - making them a key tool for Industry 5.0 in the food sector.
In food manufacturing, Digital Twins have multiple applications:
- Production optimization: Siemens’ Food and Beverage Digital Twin uses real-time data to streamline production lines and reduce energy consumption.
- Quality control: Nestlé applies Digital Twins to maintain chocolate quality, analyzing sensor data to ensure consistent taste and texture.
- Supply chain transparency: IBM Food Trust employs blockchain-based Digital Twins to create immutable records, enhancing traceability and addressing food safety concerns.
- Sustainability: John Deere leverages Digital Twins to optimize farming practices, reducing resource use and environmental impact.
- Product development: GEA’s Food Pilot allows virtual recipe testing, minimizing waste and accelerating experimentation before production.
Digital Twins integrate real-time and historical data through IoT devices, predictive models, and optimization algorithms. Closed-loop systems collect, analyze, and provide feedback to refine processes continuously, enhancing quality, efficiency, and sustainability.
IoT-based spoilage detection systems illustrate practical applications, monitoring storage and transport conditions to reduce waste and improve food safety.
Internet of Things (IoT) and Smart Sensors
Building on the insights provided by Digital Twins, the Internet of Things (IoT) and smart sensors form the backbone of real-time data collection and actionable intelligence in food manufacturing. By connecting equipment, processes, and products, IoT enables continuous monitoring and rapid response to operational changes.
Key applications:
- Process monitoring: Track temperature, pH, and equipment performance to ensure consistent quality and support HACCP compliance.
- Smart packaging: Embedded sensors and QR codes provide freshness information and full product traceability.
- Supply chain optimization: Real-time tracking minimizes waste and maintains product integrity.
- Data-driven insights: Enables predictive analysis, shelf-life monitoring, and authenticity verification.
IoT technologies complement Digital Twins by feeding accurate, real-time data into virtual models, enhancing efficiency, food safety, and regulatory compliance across the production chain.
Robotics and Cobots
Following IoT-enabled monitoring, Robotics - particularly collaborative robots (cobots) - play a central role in bridging automation with human expertise in food manufacturing. Cobots are designed to work safely alongside humans, augmenting their capabilities while improving efficiency, safety, and adaptability in production environments.
Key applications:
- Food packaging: Assisting with repetitive or precision tasks to reduce human error.
- Quality inspection: Supporting visual or sensor-based product checks in real time.
- Ingredient handling: Streamlining material movement while maintaining hygiene standards.
Cobots enable a dynamic production ecosystem, where humans and machines collaborate to respond to changing demands, enhance productivity, and maintain high-quality standards - key principles of the Industry 5.0 approach.
Blockchain for Traceability
Building on IoT and collaborative robotics, blockchain technology provides a secure and decentralized framework for managing interconnected systems in food manufacturing. By creating an immutable ledger, blockchain ensures transparency, accountability, and reliability across the supply chain. Smart contracts further automate compliance and enforce quality standards.
Applications in the food industry include:
- Traceability: Tracking products from farm to fork, reducing fraud risk and enabling rapid responses to safety issues (e.g., Walmart’s mango sourcing).
- Quality control automation: Smart contracts trigger compliance checks and record results securely.
- Inventory and waste management: Optimizing stock levels and reducing food waste, supporting sustainability goals.
Blockchain thus strengthens trust, efficiency, and resilience in food supply chains, aligning with Industry 5.0’s emphasis on transparency and collaboration.
Extended Reality (XR) / Augmented Reality (AR)
Complementing IoT, Extended Reality technologies - including Augmented Reality, Virtual Reality, and Mixed Reality - enhance human-machine interaction in the food industry, supporting Industry 5.0’s human-centric approach.
Applications include:
- Maintenance and training: AR guides operators in real-time, reducing errors and task completion times.
- Efficiency and risk reduction: XR enables precise predictions and proactive maintenance, minimizing downtime and operational risks.
- Process optimization: VR and MR allow simulation and testing of workflows, improving operational efficiency and safety.
XR technologies offer transformative potential by merging digital guidance with physical operations, boosting productivity, safety, and workforce effectiveness in food manufacturing.
Advanced Automation and Cyber-Physical Systems (CPS)
Building on XR and IoT, advanced automation and cyber-physical systems (CPS) form the backbone of Industry 4.0 and 5.0 food manufacturing. CPS integrates physical machinery with digital networks and sensors, enabling real-time monitoring, control, and autonomous decision-making.
Key applications in the food industry include:
- Process optimization: Automated systems regulate temperatures, mixing speeds, and cooking times, ensuring consistency and efficiency.
- Predictive maintenance: Continuous monitoring of equipment detects anomalies before failures occur, reducing downtime and operational costs.
- Quality and safety assurance: CPS integrates with IoT sensors and digital twins to maintain standards, track contamination risks, and enforce HACCP compliance.
- Flexible production: Real-time data feedback allows rapid adjustments for customized recipes or batch variations, supporting mass personalization.
Advanced automation and CPS enable highly responsive, efficient, and safe production environments, bridging physical processes with digital intelligence while supporting human operators in decision-making and oversight.

The key technologies of Industry 4.0 and 5.0 - AI and big data, digital twins, IoT and IoE, cobots, blockchain, XR, and advanced automation - work together to create a highly interconnected, data-driven, and adaptive food manufacturing environment.
By combining real-time monitoring, predictive analytics, human-machine collaboration, and secure traceability, these technologies enhance efficiency, quality, safety, and sustainability.
Implications of Industry 4.0 in the Food Industry
The benefits of digitalization in food manufacturing provide a clear view of the potential gains in efficiency, traceability, safety, and sustainability. While these opportunities highlight what can be achieved, implementing Industry 4.0 technologies also brings practical and regulatory considerations that food manufacturers must address.
Understanding these implications is essential for translating digital capabilities into consistent compliance, reduced recalls, and operational reliability. This section examines how Industry 4.0 technologies are applied in real-world food production, the challenges associated with their integration, and the ways they reshape food safety, quality assurance, and process control.
Key Technologies Driving Industry 4.0
- Artificial Intelligence and Machine Learning :
- Enhance food sensing instruments for safety, standardization, and accountability.
- Enable predictive maintenance of production equipment, reducing downtime and potential compliance violations.
- Support real-time monitoring of HACCP and CCPs for automated corrective actions.
- Robotics:
- Dispensing and delta robots improve speed, precision, and consistency in production.
- Reduce human error and support adherence to food safety protocols.
- 3D Printing and Computer-Generated Design:
- Optimize product formulations for nutritional and sensory requirements.
- Enable rapid prototyping of packaging and new product designs.
- Blockchain and Barcodes:
- Ensure full traceability of ingredients and finished products.
- Allow targeted recalls without affecting unaffected batches.
- Analytical Scientific Equipment:
- CT scanners and spectroscopy improve quality assurance and contamination detection.
- Support regulatory reporting and audit-readiness.
Sector-Specific Applications
Food Processing:
- Advanced process control (APC), process analytical technology (PAT), model-predictive control (MPC), and statistical process control (SPC) enhance quality monitoring and waste reduction.
- AI and ML optimize process control, ensuring consistent output and compliance with regulatory standards.
- Predictive maintenance reduces equipment failures and associated safety risks.
Innovation and Product Development:
- AI-driven modeling and social media text mining identify consumer trends and accelerate R&D.
- Hybrid modeling (ML + mechanical models) optimizes formulations for sensory quality, shelf life, and regulatory requirements.
Food Safety and Fraud Prevention:
- AI and ML detect food fraud through DNA, spectroscopy, and trade flow analysis.
- Early warning systems use genomic, geospatial, and socio-environmental data to track outbreaks and prevent recalls.
Smart Packaging and Waste Reduction:
- IoT sensors monitor storage, temperature, and freshness.
- AI predicts consumption patterns, reducing waste and supporting compliance.
- Blockchain ensures end-to-end traceability across the supply chain.
- Nanobiotechnology and 3D printing enable sustainable, customized packaging solutions.
Challenges and Considerations
- High implementation costs and limited availability of commercial solutions for some technologies.
- Integration gaps between laboratory-scale innovations and real-time production environments.
- Cybersecurity, regulatory compliance, and cross-border data protection requirements.
- Continuous collaboration between regulators, academia, and industry is required to fully leverage 4.0 technologies.
Compliance Perspective
Industry 4.0 embeds compliance into everyday operations. By integrating AI, robotics, IoT, and blockchain, food manufacturers can:
- Maintain real-time HACCP monitoring.
- Ensure CCP oversight with predictive alerts.
- Automate documentation, supplier verification, and traceability.
- Minimize recall risk while remaining audit-ready.
These technologies shift compliance from a reactive process to proactive management, enhancing food safety, operational reliability, and overall quality assurance.
Implications of Industry 5.0 in the Food Industry
The transition from Industry 4.0 to Industry 5.0 underscores the need to address critical challenges in food manufacturing. Industry 4.0 advanced technological capabilities, but often overlooked human, environmental, and societal considerations.
Heavy reliance on automation and cyber-physical systems raised concerns about job displacement, adaptability, and environmental impact. Industry 5.0 shifts the focus to human-machine collaboration, combining technological innovation with social responsibility, sustainability, and compliance. It promotes skilled professions, mass personalization, and environmentally responsible practices, while maintaining rigorous food safety and quality standards.
The COVID-19 pandemic exposed vulnerabilities in global supply chains, highlighting gaps in transparency, adaptability, and resilience. Industry 5.0 integrates advanced technologies to address these gaps: IoT sensors monitor warehouse temperatures, soil conditions, and production environments; RFID, GPS, and UAVs track inventory and logistics; and blockchain ensures secure, transparent data sharing across the supply chain.
AI-driven analytics enable predictive decision-making, optimize resource allocation, and improve operational efficiency.
Key Applications and Implications in Food Manufacturing
1. Smart Sensors for Data Collection and Analysis
- Application: Food supply chain monitoring and real-time quality control.
- Effectiveness: Enables proactive compliance, reduces spoilage, and supports traceability.
- Example: Amul and Danone use sensors to monitor temperature, pressure, and humidity.
2. Collaborative Robots (Cobots)
- Application: Food processing and packaging tasks.
- Effectiveness: Enhances efficiency, reduces human error, and maintains safe working conditions.
- Example: Cobots used for picking, cutting, slicing, and food decoration.
3. Blockchain for Transparent and Secure Supply Chains
- Application: Agri-food sourcing, distribution, safety, and quality tracking.
- Effectiveness: Guarantees traceability, authenticity, and compliance with food safety regulations.
- Example: Walmart uses blockchain to trace product origin, improving recall precision.
4. Big Data Analytics and AI for Predictive Insights
- Application: Supply chain optimization, production planning, and food safety monitoring.
- Effectiveness: Enables predictive compliance, anticipates demand fluctuations, and reduces waste.
- Example: Big data analytics are used to adjust recipes based on ingredient composition.
5. Extended Reality (XR) Technologies
- Application: Employee training, maintenance, and interactive simulations.
- Effectiveness: Enhances skill development, ensures consistent safety practices, and improves compliance.
- Example: McDonald’s VR training programs provide immersive experiences in food preparation and safety.
IONI as a Central Compliance and Safety Platform
Industry 5.0 emphasizes human-machine collaboration, sustainability, and real-time responsiveness in food manufacturing. IONI serves as a central platform to operationalize these principles, focusing on compliance, traceability, and food safety management.
It includes:
- Digitized Food Safety Management: IONI automates FSMS, HACCP, and CAPA processes, replacing paper-heavy routines with seamless digital workflows. AI interprets existing documentation, helps build control plans, and ensures facilities remain inspection-ready with real-time dashboards, batch oversight, and clear compliance metrics.
- Traceability Across Production: With intelligent algorithms, IONI assigns digital IDs to ingredients, batches, and finished goods, tracking every production step upstream and downstream. Product histories can be pulled instantly, minimizing recall time and ensuring regulatory requirements are met efficiently.
- Frontline Productivity: IONI empowers production teams with AI-driven training modules, searchable SOPs, live task assignments, and intuitive digital workflows. New employees onboard faster, processes remain consistent across lines, and real-time performance data supports continuous improvement.
- Digitalization of Manufacturing: By centralizing records, automating data collection, IONI helps factories become fully digital. Insights derived from the platform support faster decisions, optimized production, and higher operational output while maintaining strict compliance standards.
Industry 5.0 Alignment
IONI exemplifies Industry 5.0 principles by:
- Enabling humans to focus on decision-making, creativity, and complex problem-solving.
- Reducing environmental impact by optimizing production and minimizing waste.
- Supporting ethical practices and workforce empowerment through transparency and traceable operations.
Compliance and Sustainability Perspective
By integrating IONI with Industry 5.0 technologies:
- HACCP and CCPs are monitored continuously.
- Automated record-keeping reduces manual errors and ensures audit readiness.
- Predictive analytics help prevent recalls and optimize resource usage.
- Human oversight is preserved, balancing automation with expertise.
These capabilities contribute to reduced recalls, improved traceability, sustainable resource management, and resilient supply chains, while maintaining a human-centric approach that aligns with Industry 5.0 principles.
Challenges Ahead for Food Industry 4.0 and the Transition to 5.0
In the previous section, we highlighted how Industry 5.0 integrates human-machine collaboration, advanced sensors, predictive analytics, and blockchain to improve efficiency, sustainability, and traceability in food manufacturing. While these innovations promise significant gains, they also reveal underlying challenges that companies must confront during the transition.
Even as smart sensors, collaborative robots, and real-time data systems enhance production and food safety, they introduce new complexities in regulatory compliance, HACCP monitoring, and operational consistency. Facilities of all sizes - from small regional plants to large multi-site operations - must navigate these challenges to maintain both safety standards and audit readiness.
Compliance Complexity in a Digital Environment
Digitization and real-time monitoring create opportunities for instant oversight but also increase the volume and granularity of compliance data. Facilities must ensure that digital records - whether from IoT sensors, smart packaging, or automated checklists - meet regulatory standards set by FSMA, GFSI, ISO 22000, and CFIA. Challenges include:
- Ensuring accurate calibration of sensors for temperature, humidity, pH, or other critical control points (CCPs).
- Validating real-time data streams to prevent false alarms or overlooked deviations.
- Maintaining traceability and audit-readiness across increasingly complex supply chains.
HACCP Adaptation and Control Plan Integration
Industry 4.0 introduced automated HACCP monitoring and analytics, but these systems often integrate unevenly with legacy control plans. Key challenges include:
- Mapping digital inputs to existing CCPs and critical limits.
- Reconciling data from multiple sources (lab tests, production lines, packaging).
- Ensuring automated alerts translate into actionable corrective actions without human error.
Workforce and Skills Gaps
Transitioning to Industry 5.0 demands technological investment and workforce adaptation. Smaller facilities may lack personnel with expertise in digital systems or data analytics. Even larger plants must train staff to interpret predictive insights and collaborate with automated systems. Mitigation hints include targeted training programs, standardized workflows, and simulation-based learning tools.
Integration and Legacy Systems
Many manufacturers operate a mix of modern and older equipment. Integrating new Industry 5.0 tools with legacy machinery creates potential gaps in compliance and monitoring:
- Ensuring consistent communication between IoT devices, PLCs, and enterprise systems.
- Preventing data silos that compromise traceability.
- Validating that automated HACCP monitoring works seamlessly with non-digital processes.
Regulatory and Audit Pressures
Regulators increasingly expect real-time compliance visibility, placing pressure on food manufacturers to maintain continuous, accurate records. The move to digital systems introduces additional audit scrutiny, requiring robust documentation of both technological performance and human oversight. Hints for mitigation include:
- Standardized digital reporting templates aligned with regulatory frameworks.
- Periodic validation of automated systems to demonstrate compliance.
- Continuous monitoring of changes in laws and standards.
Food Safety and Risk Management
Finally, Industry 5.0 emphasizes predictive analytics and proactive interventions. While these capabilities enhance safety, they also require rigorous validation:
- Predictive alerts must be evidence-based and linked to actionable procedures.
- Overreliance on automation can create blind spots if human review is insufficient.
- Cross-facility consistency in monitoring protocols is essential for multi-site manufacturers.
The transition to Industry 5.0 amplifies both opportunities and challenges. Companies must balance advanced digital capabilities with robust compliance practices, workforce readiness, and integration of legacy systems. Success hinges on systems that not only collect and analyze data but also translate insights into verifiable, actionable steps in food safety management.
Conclusion
The food industry is entering a decisive era where digitalization, automation, and human-centered innovation converge. The transition from Industry 4.0 to Industry 5.0 is no longer theoretical - it is reshaping how food is produced, monitored, and delivered.
How does the evolution from Industry 4.0 to Industry 5.0 reshape the food industry, shifting it from purely automated, data-driven operations toward a more human-centric, sustainable, and resilient manufacturing ecosystem?
The answer lies in the technologies and principles explored throughout this article: intelligent automation, collaborative robotics, advanced analytics, and integrated digital ecosystems that prioritize people as much as performance.
For manufacturers, the path forward is clear. Success will depend on adopting technologies that enhance transparency, strengthen food safety, reduce waste, and empower workers - while embracing tools that accelerate this transformation, simplify compliance, and elevate operational maturity.
Those who invest strategically today will be the ones who lead tomorrow’s food industry with agility, trust, and innovation.
FAQ
What is the difference between Industry 4.0 and 5.0 in the food context?
Industry 4.0 emphasizes automation, data analytics, and digital connectivity to optimize production efficiency, quality, and traceability. Industry 5.0 builds on this foundation by integrating human-centric collaboration, sustainability, and resilience. It focuses on combining human creativity with advanced technologies like cobots, AI, and IoT to create flexible, sustainable, and personalized food production systems.
How quickly can companies adopt these technologies?
Adoption timelines vary based on facility size, existing digital infrastructure, and workforce readiness. Smaller manufacturers may start with incremental steps such as IoT sensors, digital checklists, or AI-driven analytics, while larger operations can implement integrated solutions like collaborative robots, digital twins, and blockchain simultaneously. Platforms like IONI help accelerate adoption by turning paper-based FSMS, HACCP, and CAPA workflows into automated, digitally managed systems, reducing implementation friction.
What is the first step toward modernization?
The first step is digitizing existing processes and data. This includes mapping production workflows, implementing real-time monitoring, and establishing digital records for quality control and compliance. Using solutions such as IONI, companies can rapidly digitize compliance documentation, HACCP plans, and quality checklists, ensuring inspection readiness and laying the groundwork for further Industry 5.0 technologies.
Which technologies bring the fastest ROI?
Technologies that directly improve productivity, reduce waste, and strengthen compliance tend to deliver the fastest returns. Examples include AI-driven quality inspection, predictive maintenance, IoT-enabled monitoring, and digitalized HACCP management. AI-driven tools provide fast ROI by automating compliance and monitoring tasks, minimizing human error, and enabling real-time performance tracking across production lines.
How does sustainability fit into Industry 5.0?
Sustainability is a core principle of Industry 5.0. Human-machine collaboration and intelligent technologies help reduce resource consumption, prevent food waste, and optimize energy usage.