.png)
Introduction
HACCP stands for Hazard Analysis And Critical Control Points. It is a food safety system built around one practical idea: identify hazards before they reach the consumer, control the steps that matter, and keep records that prove the controls worked.
The 7 HACCP principles are used across restaurants, catering operations, food manufacturing plants, meat and poultry facilities, seafood processors, juice producers, bakeries, dairy plants, ready-to-eat food sites, and many other parts of the food chain. The setting changes, but the logic stays the same.
A small kitchen may use HACCP to control cooking, cooling, reheating, and allergen risks. A food manufacturer may use HACCP to manage validated cook steps, metal detection, pasteurization, pH control, supplier hazards, sanitation controls, and audit records. A site preparing for SQF, BRCGS, FSSC 22000, or FSMA still works from the same basic foundation.
The seven principles are simple to name, but harder to apply well. They are: conduct a hazard analysis, identify Critical Control Points, establish critical limits, establish monitoring procedures, establish corrective actions, establish verification procedures, and establish record-keeping and documentation procedures.
This guide explains what each HACCP principle means, what should be documented, what auditors commonly check, and how the principles apply in food manufacturing environments. For teams that need to turn those principles into a structured plan, a dedicated HACCP builder can help organize hazards, CCPs, monitoring records, and supporting documents in one workflow.
Are HACCP Principles The Same As HACCP Steps?
People often use “HACCP principles” and “HACCP steps” as if they mean the same thing. In everyday conversation, that is common. In formal HACCP guidance, there is a difference.
The 7 HACCP principles are the core requirements of the system. They explain what a HACCP plan must cover: hazards, CCPs, limits, monitoring, corrective actions, verification, and records.
The 12 HACCP steps describe the process used to build a HACCP plan. The first five are preparation steps: assemble the HACCP team, describe the food, describe the intended use and consumers, develop a flow diagram, and verify the flow diagram on site. After those steps, the seven HACCP principles are applied.
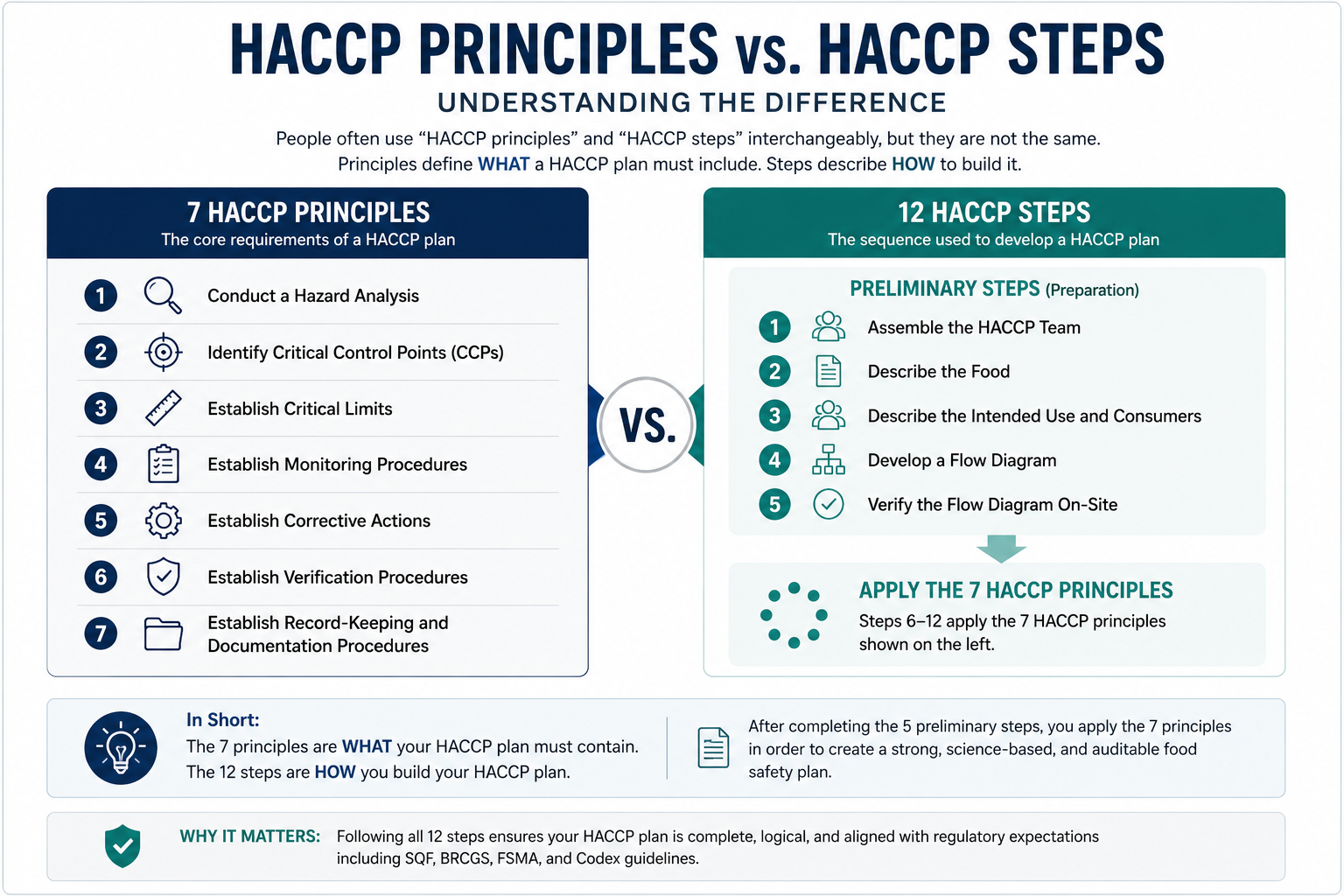
This structure is reflected in the FDA HACCP principles and application guidelines, which present the preliminary tasks before applying the seven HACCP principles.
So, when people search for “7 steps of HACCP,” they are usually looking for the seven principles. But when auditors, consultants, or formal HACCP guidelines refer to the full HACCP development process, they usually mean 12 steps: 5 preliminary steps plus 7 principles.
Principle 1: Conduct A Hazard Analysis
The first principle of HACCP is to identify the food safety hazards that could occur at each step of the process.
This is the foundation of the HACCP plan. If the hazard analysis is incomplete, the rest of the plan will be weak, even if the forms look organized.
A hazard analysis usually looks at biological, chemical, physical, and allergen hazards. Biological hazards include pathogens such as Salmonella, Listeria monocytogenes, E. coli, Campylobacter, viruses, parasites, mold growth, and toxin formation. Chemical hazards include cleaning chemical residues, pesticide residues, incorrect additive levels, lubricant contamination, and undeclared allergens. Physical hazards include metal, glass, hard plastic, wood, stones, and packaging fragments. Allergen hazards include cross-contact, wrong labels, undeclared ingredients, rework with allergens, and supplier formula changes.
Allergens are sometimes grouped under chemical hazards, but in practice many food safety teams treat them as their own category because allergen recalls are common and the controls are specific.
A hazard analysis should not list every possible theoretical hazard and stop there. The HACCP team must decide which hazards are significant for the actual product and process. That means looking at how likely the hazard is to occur and how severe the impact would be if it did occur.
The FDA HACCP guidance explains that hazard analysis should consider hazards that are reasonably likely to occur and the measures that can control them.
Example
A facility makes refrigerated ready-to-eat chicken salad.
At receiving, the team identifies raw chicken as a possible source of Salmonella or Campylobacter. Since the product is ready-to-eat after processing, pathogen survival matters. The later cooking step becomes a key control.
At mixing, the team identifies allergen risk because mayonnaise contains egg. If the site also makes products without egg, cross-contact and label control need to be considered.
At packaging, the team identifies wrong-label risk. If a chicken salad containing egg is packed with a label that does not declare egg, the product could be unsafe for allergic consumers.
At slicing or mixing, the team may identify metal fragments if equipment wear could introduce metal into the product.
What To Document
A hazard analysis should show the process step, the potential hazard, the hazard type, whether the hazard is significant, the reason for that decision, and the control measure.
For example, receiving raw chicken may include Salmonella as a biological hazard. The hazard may be considered significant because raw poultry can contain pathogens. The control may involve approved suppliers and a validated cooking step.
During mixing, egg cross-contact may be identified as an allergen hazard if mayonnaise is used and other products do not contain egg. The controls may include allergen cleaning, ingredient handling rules, scheduling, and label checks.
At packaging, the site may identify wrong-label risk as an allergen hazard. The control may be label verification before and during the run.
At metal detection, the site may identify metal fragments as a physical hazard if equipment wear could introduce fragments. The control may be a validated metal detection step.
The hazard analysis should also explain when a hazard is not significant. “N/A” is not enough. A short reason is usually needed.
Common Audit Finding
A common audit finding is an incomplete hazard analysis.
For example, allergen hazards are marked “N/A” even though the site handles milk, soy, wheat, egg, tree nuts, sesame, or other regulated allergens. Another common issue is that the hazard analysis was not updated after a new ingredient, supplier, package format, or processing step was introduced.
Auditors often start here because the hazard analysis shows whether the site understands its real risks.
Connection To SQF, BRCGS, And FSMA
SQF, BRCGS, and FSMA all expect the food safety system to begin with hazard analysis.
Under FSMA Preventive Controls, the food safety plan must identify known or reasonably foreseeable hazards and determine which hazards require preventive controls. The FSMA Preventive Controls for Human Food rule includes process controls, allergen controls, sanitation controls, supply-chain controls, and other controls where needed.
For manufacturers, this is where a broader food safety software system becomes useful: hazard analysis rarely stands alone. It needs to connect with product specs, supplier documents, allergen controls, monitoring records, corrective actions, and audit evidence.
Principle 2: Identify Critical Control Points
The second HACCP principle is to identify the process steps where control is necessary to prevent, eliminate, or reduce a significant hazard to an acceptable level.
A Critical Control Point, or CCP, is not just an important step. It is a step where losing control could result in unsafe food, and where the control is specific enough to be measured, monitored, and documented.
Examples Of CCPs
A cooking step may be a CCP when it is used to reduce pathogens in poultry, meat, seafood, or ready-to-eat products. For example, cooking poultry to a validated internal temperature may control Salmonella and Campylobacter.
Pasteurization may be a CCP when time and temperature are used to control pathogenic microorganisms in milk, juice, or other liquid products.
Metal detection may be a CCP when it is used to detect and reject product contaminated with metal fragments from equipment or processing.
For acidified foods, pH control may be a CCP if equilibrium pH is used to prevent pathogen growth or toxin formation.
For cooked chilled products, cooling time and temperature may be a CCP if slow cooling could allow pathogen growth.
A cooked ready-to-eat poultry product is a simple example. If the cooking step is the point where pathogens are reduced to a safe level, that step may be a CCP. The HACCP plan then needs a critical limit, a monitoring method, corrective actions, verification, and records for that CCP.
HACCP Decision Tree
Many HACCP teams use a decision tree to help decide whether a step is a CCP. A decision tree asks questions such as whether there is a significant hazard at the step, whether there is a control measure, whether the step is designed to eliminate or reduce the hazard, whether the hazard could increase later, and whether a later step will control the hazard.
The decision tree does not replace judgment. It helps the HACCP team document why a step is or is not a CCP. The FDA HACCP application guidelines note that CCP decision trees can be useful, but CCP decisions still depend on the actual product and process.
CCP Vs Prerequisite Program
A CCP is different from a prerequisite program, or PRP.
A CCP controls a specific significant hazard at a specific point in the process. Cooking a ready-to-eat chicken product to a validated internal temperature is a typical example.
A PRP controls general conditions across the facility. Examples include sanitation, pest control, employee hygiene, supplier approval, preventive maintenance, glass and brittle plastic control, and allergen zoning.
Both matter. The mistake is treating every important program as a CCP. Sanitation is important, but it is usually a prerequisite program. A validated cook step may be a CCP because it controls a specific biological hazard at a defined process step.
Common Audit Finding
Two opposite problems appear often.
Some sites have too many CCPs because they try to control everything through the HACCP plan. That makes the system hard to manage and creates unnecessary records.
Other sites miss real CCPs because they assume a general GMP or sanitation program is enough, even when the hazard needs a measurable process control.
Auditors usually want to see that the site can explain its decision. The answer should come from the hazard analysis, not from habit or a copied template.
Principle 3: Establish Critical Limits
The third principle is to establish critical limits for each CCP.
A critical limit is a measurable minimum or maximum value that separates control from loss of control. It may be based on temperature, time, pH, water activity, detector sensitivity, concentration, belt speed, pressure, or another measurable parameter.
The FDA HACCP guidance defines a critical limit as a maximum or minimum value that must be controlled at a CCP to prevent, eliminate, or reduce a food safety hazard to an acceptable level.
Critical limits should not be chosen because “we have always done it this way.” They need support from one or more reliable sources, such as regulation, FDA Food Code requirements, scientific literature, validated process data, process authority recommendations, customer or certification requirements, challenge studies, or thermal process validation.
Examples Of Critical Limits
For poultry cooking, a possible critical limit is 165°F instantaneous to control pathogen survival.
For certain non-intact meat products, a possible critical limit is 155°F for 17 seconds to control pathogens such as Salmonella and E. coli O157:H7.
For intact meat or fish, a possible critical limit is 145°F for 15 seconds, depending on the product and process.
For acidified foods, a possible critical limit is equilibrium pH of 4.6 or below to control pathogen growth or toxin formation.
For low-moisture products, a possible critical limit is finished product water activity of 0.85 or below when water activity is used as the safety control.
For metal detection, the critical limit may be the validated sensitivity for ferrous, non-ferrous, and stainless steel test pieces, along with proper rejection of affected product.
The FDA Food Code 2022 lists cooking temperatures such as 165°F instantaneous for poultry, 155°F for 17 seconds for certain non-intact meats, and 145°F for 15 seconds for several raw animal foods, depending on product type and conditions.
For acidified foods, federal regulations in 21 CFR Part 114 use pH and water activity as key safety factors. FDA also explains the role of water activity in food safety in its guidance on water activity in foods.
These numbers are examples, not universal limits for every operation. A manufacturer must use the correct requirement for the specific product, process, and market.
Critical Limit Vs Operating Limit
A critical limit is the safety boundary. If the process falls outside the critical limit, the CCP is not under control.
An operating limit is an internal target that gives the team a buffer before the critical limit is reached.
For example, the critical limit for a cooked product may be 165°F, while the internal operating limit may be 168°F. The operating limit helps prevent deviations. The critical limit determines whether corrective action is required.
Common Audit Finding
A common audit finding is a critical limit with no support.
For example, a HACCP plan says “cook for 20 minutes,” but the site cannot explain the product size, internal temperature, oven load, lethality target, or validation source. In that situation, the auditor may question whether the limit actually controls the hazard.
Principle 4: Establish Monitoring Procedures
The fourth principle is to define how each CCP will be monitored.
Monitoring answers four practical questions: what will be measured, how it will be measured, when it will be measured, and who is responsible.
The FDA HACCP principles and application guidelines describe monitoring as a planned sequence of observations or measurements used to assess whether a CCP is under control and to produce accurate records for later verification.
Example
For a poultry cooking CCP, the monitoring procedure may require the operator to measure internal product temperature using a calibrated probe thermometer. The check may be required for the first batch, at defined intervals during production, and after a line stoppage. The result would be recorded in a cooking temperature log, along with the product, lot, time, result, and operator initials.
The monitoring procedure should be clear enough that a trained employee can follow it without guessing.
What A Monitoring Record Should Include
A useful monitoring record usually shows the product or batch identification, date and time, actual result, instrument used, name or initials of the person monitoring, signature or electronic confirmation, any deviation, and the action taken if a limit was missed.
Under FSMA Preventive Controls, records must be accurate, created at the time the activity is performed, and include details such as date, time where appropriate, signature or initials, and product or lot identity where appropriate. These requirements are listed in 21 CFR Part 117, Subpart F.
Monitoring Frequency
Monitoring must be frequent enough to detect loss of control before unsafe product moves forward.
Some CCPs are monitored continuously. A pasteurization system, for example, may continuously record time and temperature. Other CCPs may be monitored by batch or at set intervals.
The frequency has to match the risk and the process. “Once per shift” may not be enough if many batches are made during the shift and a deviation could affect several lots before anyone notices.
Common Audit Finding
Auditors often question logs that look too perfect.
For example, a temperature log shows the exact same value every hour for several weeks. That may suggest the value was copied, estimated, or entered later.
Another common issue is a gap between the HACCP plan and real practice. The plan says checks are done every hour, but operators explain that checks are usually completed at the end of the shift. Even if the product is safe, the documented system and the actual system no longer match.
Principle 5: Establish Corrective Actions
The fifth principle is to define what happens when monitoring shows that a CCP is outside its critical limit.
Corrective actions must do two things: control the affected product and fix the cause of the deviation.
The FDA HACCP guidance explains that corrective actions should correct the cause of the deviation, determine what happens to affected product, and create records of what was done.
Product Action And Process Action
When a critical limit is missed, the first question is about the product.
Was the affected product placed on hold? Which lot or batch was involved? Can it be safely reprocessed? Does it need evaluation by QA or a process authority? Should it be destroyed? Can it be diverted to another safe use?
The second question is about the process.
Why did the deviation happen? Was the equipment out of calibration? Was the oven overloaded? Was the operator using the wrong procedure? Was the product size different from the validated process? Was the monitoring frequency too low?
Both parts need to be recorded.
Example
A ready-to-eat cooked chicken product has a critical limit of 165°F. During a routine CCP check, one batch records 158°F.
The record should not stop at “operator retrained.” That does not explain what happened to the batch or why the process failed.
A complete record would show that the affected batch was identified and held, QA reviewed the product status, the batch was reprocessed or rejected based on the site’s validated procedure, and the cause of the low temperature was investigated. If the oven probe was faulty, the record should show the repair, calibration check, and any follow-up review of the next production runs.
The point is not to write a long story. The point is to show product control, cause, action, and closure.
Correction Vs Corrective Action
A correction fixes the immediate issue.
A corrective action addresses the reason the issue happened and reduces the chance of recurrence.
If the wrong label roll is removed from the line, that is a correction. If QA investigates why the wrong label was issued, updates the label control process, and verifies that the change works, that is corrective action.
Common Audit Finding
The most common finding is a corrective action record that is too thin.
For example, the record says “fixed,” “rechecked,” or “operator retrained,” but it does not show product disposition, root cause, preventive action, or verification of closure.
Another serious finding is product released after a critical limit deviation without documented evaluation.
Principle 6: Establish Verification Procedures
The sixth principle is to confirm that the HACCP system works as intended.
Monitoring checks whether a CCP is under control during production. Verification checks whether the system itself is designed properly, followed correctly, and still effective.
The FDA HACCP application guidelines define verification as activities other than monitoring that determine whether the HACCP plan is valid and whether the system is operating according to the plan.
Monitoring Vs Verification
Monitoring happens during production. It checks whether a CCP is under control in real time. For example, an operator records the internal cooking temperature of a product.
Verification happens through review, audit, calibration, validation, or other scheduled checks. It confirms whether the HACCP system is working as designed. For example, QA reviews cooking logs, checks calibration records, observes monitoring activities, and confirms that deviations were handled correctly.
Monitoring is usually done by operators or line staff. Verification is usually done by QA, supervisors, trained reviewers, or independent personnel.
Examples Of Verification Activities
Verification may include calibration of thermometers, pH meters, scales, or metal detectors. It may also include review of CCP monitoring records, review of corrective action records, internal audits, direct observation of monitoring activities, finished product testing where appropriate, environmental monitoring where appropriate, validation of critical limits, annual HACCP reassessment, and review after product, process, equipment, supplier, or ingredient changes.
The FSMA Preventive Controls rule also treats verification as a way to confirm that controls are consistently implemented and effective. Examples include validation, calibration, records review, product testing, and environmental monitoring where appropriate.
Common Audit Finding
A common finding is verification that has become a signature exercise.
A supervisor signs a stack of CCP records every Friday, but there is no evidence that missing entries, out-of-range values, calibration status, or corrective action closure were actually reviewed.
Another common finding is overdue calibration. If the thermometer used for a cooking CCP is out of calibration, the site may have trouble defending the monitoring records.
Principle 7: Establish Record-Keeping And Documentation
The seventh principle is to keep the documents and records that prove the HACCP system exists and is being followed.
This principle matters because HACCP is evidence-based. A site may have good practices on the floor, but if the records are missing, incomplete, or disconnected, an auditor cannot verify that the system worked.
The FDA HACCP principles and application guidelines list HACCP records such as the hazard analysis summary, HACCP plan, HACCP team responsibilities, product description, verified flow diagram, CCP summary, validation records, and operational records generated during the plan.
What Should Be Documented
A HACCP documentation system usually includes the HACCP plan itself, product description and intended use, verified process flow diagram, hazard analysis, CCP determination, critical limits and supporting validation, monitoring procedures, CCP monitoring logs, corrective action records, verification activities, calibration records, training records, supplier documents where supplier controls support the plan, reassessment records, and document version history.
For manufacturers managing HACCP plans across multiple products or lines, the challenge is often not only creating the records but keeping them connected. A structured HACCP builder can help link hazards, CCPs, monitoring logs, corrective actions, and supporting evidence instead of leaving them spread across spreadsheets and folders.
The Practical Rule
From an auditor’s perspective, if there is no record, it did not happen.
That does not mean every task needs a complex form. It means the record must be clear enough to show what was done, when it was done, who did it, what result was obtained, and what happened if something was wrong.
Record Retention
Record retention depends on the applicable regulation and product category.
For many FDA-regulated facilities under FSMA Preventive Controls, records required by Part 117 must generally be retained for at least two years after the date they were prepared. This is covered in 21 CFR Part 117, Subpart F.
For FDA seafood HACCP, records must be retained for at least one year for refrigerated products and at least two years for frozen, preserved, or shelf-stable products, as stated in 21 CFR 123.9.
For FDA juice HACCP, records must be retained for at least one year for perishable or refrigerated juices. For frozen, preserved, or shelf-stable juices, records must be retained for two years or the shelf life of the product, whichever is greater. These requirements are listed in 21 CFR 120.12.
Common Audit Finding
A common finding is that records exist, but they are not connected.
For example, a CCP deviation appears in the cooking log, but there is no corrective action record. Or a corrective action record exists, but there is no evidence that affected product was placed on hold. Or the root cause was identified, but there is no verification that the action was closed.
Disconnected records make the HACCP system look weaker than it may actually be.
For Food Manufacturers: How The 7 Principles Connect To SQF, BRCGS, And FSMA
This section is mainly for food manufacturers preparing for certification, customer audits, or regulatory inspections.
The 7 HACCP principles are not limited to one standard. SQF, BRCGS, and FSMA use different language and clause structures, but the same logic appears across all three.
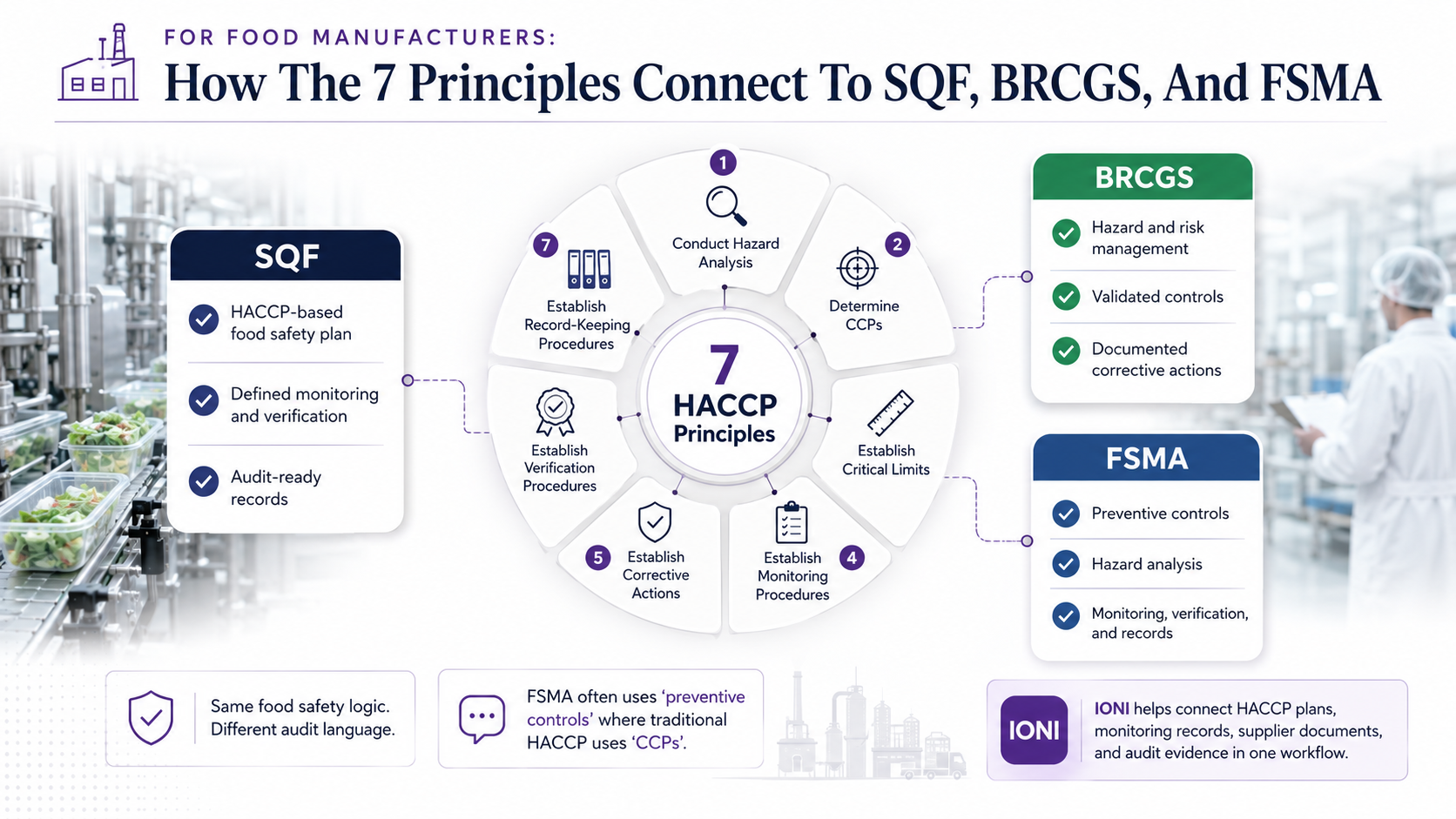
For Principle 1, the hazard analysis is the starting point. SQF expects the food safety plan to be based on identified hazards and controls. BRCGS expects the HACCP food safety plan to identify and assess hazards. FSMA Preventive Controls requires a written hazard analysis that identifies known or reasonably foreseeable hazards. Auditors usually check whether the hazard analysis is specific to the product, process, ingredients, suppliers, and facility.
For Principle 2, CCPs and other controls must be clearly justified. SQF and BRCGS follow traditional HACCP logic around CCP determination. FSMA may use the broader term “preventive controls” instead of only “CCPs.” Auditors usually check the decision logic behind each CCP and whether the site can explain the difference between CCPs, preventive controls, and prerequisite programs.
For Principle 3, critical limits must be measurable and supported. SQF and BRCGS expect limits to be defined, validated, and linked to the hazard being controlled. FSMA expects process controls to include parameters and values where appropriate. Auditors usually ask for the scientific basis, regulatory source, validation document, or process authority support behind the limit.
For Principle 4, monitoring must match the written plan. SQF, BRCGS, and FSMA all expect monitoring records to show that controls were actually performed. Auditors usually check actual values, monitoring frequency, responsible personnel, signatures or initials, and whether records were completed at the time of the activity.
For Principle 5, corrective actions must address both the product and the process. SQF and BRCGS expect deviations to be controlled and documented. FSMA also expects corrective actions to reduce the likelihood of recurrence and evaluate affected food for safety. Auditors usually check product hold records, disposition decisions, root cause, preventive action, and evidence of closure.
For Principle 6, verification confirms whether the system works. SQF, BRCGS, and FSMA all expect verification activities such as record review, calibration, reassessment, internal audits, validation, and follow-up checks. Auditors usually look for evidence that verification is more than a signature and that someone actually reviewed the records.
For Principle 7, records prove implementation. SQF, BRCGS, and FSMA all rely heavily on documentation. Auditors usually check whether records are complete, accurate, traceable, signed, retained for the required period, and connected to the relevant hazard, CCP, corrective action, or verification activity.
SQF, BRCGS, and FSMA do not always use identical terms. Traditional HACCP focuses heavily on CCPs. FSMA Preventive Controls uses a broader structure that includes process controls, allergen controls, sanitation controls, supply-chain controls, and other preventive controls where needed.
That difference matters. A cooking step may still look very much like a CCP. But allergen label control, sanitation controls for ready-to-eat exposure, or supplier controls may be handled as preventive controls rather than traditional CCPs.
This is also where IONI can help food manufacturers operationalize the 7 HACCP principles instead of leaving them as separate documents. In IONI, teams can connect the hazard analysis to products, ingredients, process steps, CCPs, monitoring records, corrective actions, supplier documents, COAs, and audit evidence. That matters during SQF, BRCGS, or FSMA preparation because auditors rarely review one document in isolation. They follow the trail from the hazard to the control, from the control to the record, and from the deviation to the corrective action.
For teams building or updating a HACCP plan, the IONI HACCP builder supports the structure of the plan itself: hazards, CCPs, critical limits, monitoring, corrective actions, verification, and records. For broader compliance work, IONI food safety software helps connect HACCP with supplier management, document control, audit readiness, traceability, and ongoing compliance evidence.
You can review the official program information for SQF food safety codes, the BRCGS Food Safety standard, and the FDA’s overview of FSMA Preventive Controls for Human Food for more detail.
In audits, the first areas reviewed are often the hazard analysis and the monitoring records. The hazard analysis shows whether the plan was built correctly. Monitoring records show whether the plan was actually followed.
For teams comparing HACCP with certification requirements, IONI also has a separate guide on HACCP vs SQF.
FAQ
What Are The 7 HACCP Principles?
The 7 HACCP principles are: conduct a hazard analysis, identify Critical Control Points, establish critical limits, establish monitoring procedures, establish corrective actions, establish verification procedures, and establish record-keeping and documentation procedures.
These principles form the structure used to build and maintain HACCP plans. They are also listed in the FDA HACCP principles and application guidelines.
What Is The Difference Between HACCP Principles And HACCP Steps?
The HACCP principles are the seven core requirements of a HACCP system. The HACCP steps are the broader sequence used to build the plan.
In common HACCP guidance, there are five preliminary steps before the seven principles: assemble the HACCP team, describe the food, describe intended use and consumers, develop a flow diagram, and verify the flow diagram. After those steps, the seven HACCP principles are applied.
What Is The First Principle Of HACCP?
The first principle of HACCP is to conduct a hazard analysis.
This means identifying biological, chemical, physical, and allergen hazards at each process step, then deciding which hazards are significant enough to require control in the HACCP plan.
What Is The 7th Principle Of HACCP?
The 7th principle of HACCP is to establish record-keeping and documentation procedures.
This includes the HACCP plan, hazard analysis, CCP monitoring records, corrective action records, verification records, calibration records, training records, and other evidence needed to show that the food safety system is working.
Are HACCP Principles Required By Law?
It depends on the product, country, and regulatory category.
In the United States, HACCP is directly required for certain sectors, including seafood and juice under FDA rules, and meat and poultry under USDA FSIS rules. FDA seafood HACCP record requirements are listed in 21 CFR Part 123, juice HACCP requirements are listed in 21 CFR Part 120, and USDA HACCP requirements for meat and poultry are listed in 9 CFR Part 417.
For many other FDA-regulated food manufacturers, FSMA Preventive Controls applies a HACCP-like preventive logic but uses the broader term “preventive controls.”
For certification programs such as SQF, BRCGS, and FSSC 22000, HACCP or HACCP-based food safety planning is also central to the audit structure.
How Do HACCP Principles Apply To Small Food Manufacturers?
Small food manufacturers use the same seven principles, but the system should match the size and complexity of the operation.
A small bakery, sauce maker, or ready-to-eat producer may not need a large compliance department, but it still needs a clear hazard analysis, defined controls, records, corrective actions, and verification. The plan can be simple, but it must be specific to the real product and process.
For small teams, food safety software can be useful when HACCP records, supplier documents, COAs, monitoring logs, and corrective actions start becoming difficult to manage manually.
What Is The Difference Between A CCP And A Prerequisite Program?
A CCP controls a specific significant hazard at a specific process step. For example, cooking a ready-to-eat chicken product to a validated temperature may be a CCP.
A prerequisite program controls general conditions across the facility. Examples include sanitation, pest control, supplier approval, employee hygiene, maintenance, and allergen management.
Both matter, but they are not the same. A strong HACCP plan depends on both well-defined CCPs and reliable prerequisite programs.
Closing
The 7 HACCP principles are not just a form or a binder. They are a working system for deciding what can go wrong, where control is needed, how control is measured, what happens when control is lost, and what records prove that the system worked.
For students and food handlers, the main value is understanding the logic behind safe food production. For QA teams and food manufacturers, the value is turning that logic into daily evidence: hazard analysis, CCP monitoring, corrective actions, verification, and records that stand up during an audit.
For manufacturers that need HACCP controls, monitoring records, supplier documents, corrective actions, and audit evidence connected in one place, IONI food safety software helps turn existing SOPs, HACCP plans, recipes, supplier certificates, and COAs into structured food safety workflows. Teams building or updating their plan can also use the IONI HACCP builder to connect hazards, controls, records, and supporting documents in a more practical way.
Related Reading
- The Future of Food Safety: How AI Is Changing HACCP Compliance
- 9 Common Mistakes in HACCP Plans and How AI Prevents Them
- How Small Food Producers Can Save Time with AI-Generated HACCP Plans
- Manual vs. AI-Generated HACCP Plans: A Detailed Comparison
- Basic HACCP Plan Explained: A Step-by-Step Guide for Beginners
- HACCP Audit Checklist: Everything Your Business Needs to Be Ready